Den harde kjerne var igjen samlet i Hønsehuset i Olsvik, denne 3dje mandagen i februar. Denne gang med besøk av storfolk fra hovedstaden. Ryktene om de storveis garasjekveldene i Bergen må ha flydd fort, for selveste Halvor Asland kom innom for å sjekke fremdriften på motorprosjektet. Også denne gang var vi 8 sjeler samlet, men besetningen var likevel noe annerledes enn sist. Vi var spesielt glade for å se Torbjørn tilbake på bena, stort sett rask og i godt humør.
(Teksten fortsetter nedenfor bildet)
 Foto: Halvor Asland
Foto: Halvor Asland
Etter gjev og uselvisk assistanse fra Are Wang i Kristiansand var vi bestykket med bolter i den eksotiske dimensjonen UNF 3/8" x 100mm og dermed klare til selve mesterstykket - å montere motoren på stativet. Det viste seg å være gjennomførbart, men slett ikke uten plunder og heft. Boltene gikk ikke langt inn før de bunnet, så vi måtte produsere distansestykker med den aller største nøyaktighet for å få godt feste uten å bunne boltene.
Billedserien nedenfor viser hoved- og høydepunktene i prosessen. (Klikk på de nummererte skillefanene for å bla i bildene)
{tab=1}

Produksjon av distansestykker til motorstativet
{tab=2}

Montering av stativets festebrakett til motoren
{tab=3}

Mark forener motor og motorstativet.
{tab=3}

Truls drømmer om den tiden da han spiste slike innretninger til frokost - hos Brødrene Wigand.
{tab=4}

Og der - med den største selvfølgelighet står motoren i stativet sitt som om den aldri skulle ha gjort annet. Så godt som i perfekt balanse og klar til å bli sløyet.
{tab=5}

Demontering av pinneskruer i topplokket. Noen kom ut hele, mens andre slapp mutteren og ble stående.
{tab=6}

De fleste pinneskruene lot seg fjerne med et mutterpar, men det var selvfølgelig noen gjenstridige jævler bolter som måtte stå igjen, godt innsauset i 5-56. Vi håper de slipper taket neste garasjekveld, etter en måneds marinering.
{tab=7}

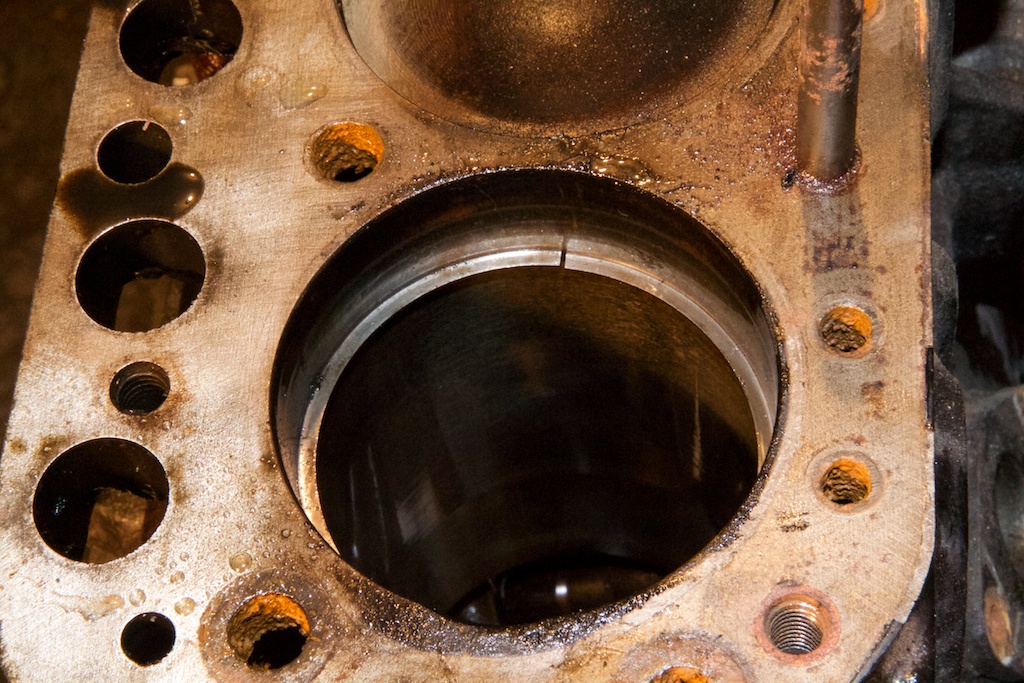
Her ser vi hvorfor motoren trengte å overhales. Sylinder 1 og 4 gir tydelige signaler om at her er det ikke bare bensin som har tatt del i forbrenningen.
{tab=8}
 Så var det ventilløfterne sin tur. Etter bare litt fikling var de ute alle 8 - i hver sin nummererte pose.
Så var det ventilløfterne sin tur. Etter bare litt fikling var de ute alle 8 - i hver sin nummererte pose.
{tab=9}

Den tidligere omtalte storkaren fra hovedstaden. Vi sier gjerne at et bilde sier mer enn 1000 ord, men vi kan forsikre om at han stort sett var blid hele kvelden.
{tab=10}
Stempelet i sylinder 4 er ute og vi måler åpningen i stempelringen for å få en indikasjon på grad av slitasje. Åpningen var temmelig nøyaktig 1.0 mm hvilket de med kunnskaper om sånt mente var ALT for mye. Det var dessuten en svært synlig slitasjekant på siden av ringen. Denne skribentens svært utrente øyemål slo fast at det manglet minst 30-40% av tykkelsen i stempelringen.
{tab=11}
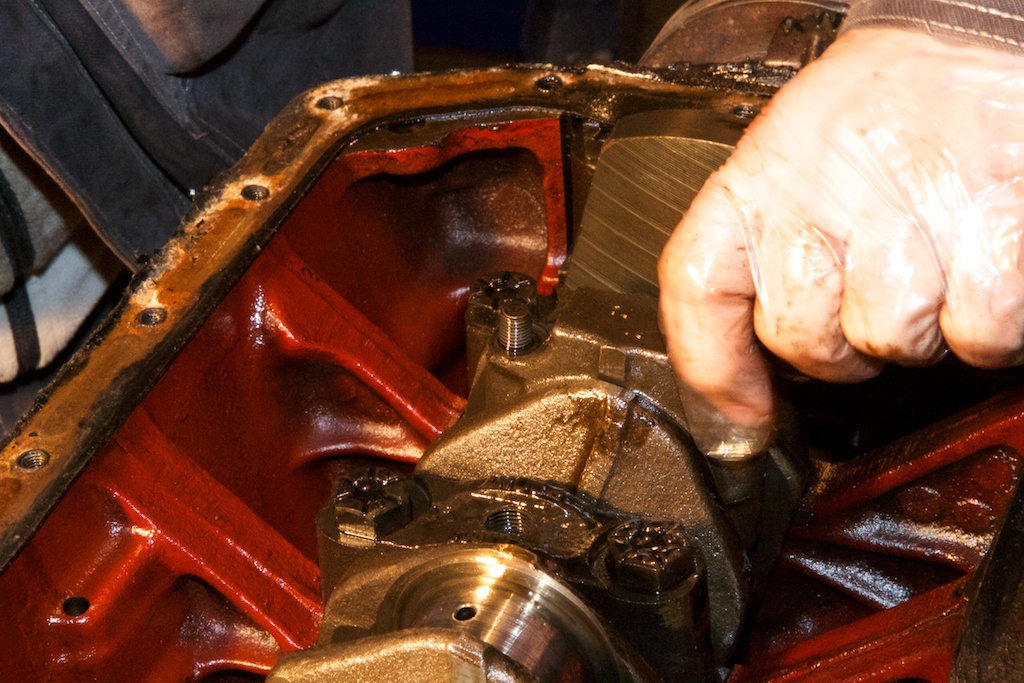
Så var det lagerbukkenes tur. Etter fagmessig bruk av kjørner i merkeøyemed kunne vi avdekke det ene glidelageret etter det andre. Det viste seg å være noe slitasje, noe gradene i glideflatene fortalte om. Hvorvidt det er nødvendig med profesjonell sliping må vi måle oss til neste gang. Her må det mikrometermålinger til.
{tab=12}

Her er stemplene på vei ut. Igjen var det tydelig at sylinder 1 og 4 var dårligere enn de to i midten. Stemplene i sylinder 1 og 4 gled ut nesten uten friksjon i det hele tatt, mens det var adskillig mer motstand i de to siste.
{tab=13}

Og her er kveldens fangst. Dere skulle sett den som slapp unna. Det var en skikkelig rugg.
{tab=14}

Atle pusler med å løsne registerdrevet. Til tross for at motoren er en 18V hadde den dobbel registerkjede. Vi regnet med at kjedet er ettermontert, men Truls mente at det kunne være fabrikkens måte å kvitte seg med gamle deler. Hvis det er en meget tidlig 18V kan det vel være logikk i det, eller? (Foto: Halvor Asland)
{tab=15}

De fleste arbeidsprosessene har fremdeles et visst kommunalt preg. Hvis man skal beskrive forholdet mellom antall som jobber og antall til stede kreves gode kunnskaper i brøkregning. Her er vi i det mer effektive hjørnet - en fastnøkkeloperatør, en poseholder, en bidrar med muntre tilrop og bare to tilskuere. Vi hadde sprengt akkorden i kommunen. (Foto: Halvor Asland)
{tab=Filmopptak}
{youtube}55OmiICX99E{/youtube}
Her er noen minutters uredigert råfilm fra garasjekvelden. Fotograf var Halvor Asland med lånt håndholdt GoPro Hero 3 kamera. Vi kan si mye fint om Halvor, men han har ikke peiling på GoPro kameraer. Dette bærer råfilmen preg av. Dette illustreres kanskje best i klippet fra 0:40 til 1:05 der Halvor holder kameraet bak frem :-)